Share
Pin
Tweet
Send
Share
Send

Vsi ti dejavniki prisilijo ljudske obrtnike, ko jim v takšnem instrumentu postane potrebno, da iščejo neodvisne načine njihove izdelave. Še posebej pogosto jih potrebujejo tisti, ki popravljajo avtomobile, motocikle in druga vozila.
Na primer s preprostimi krogličnimi rezkalniki se kanali v glavah motorjev med popravilom dolgočasijo. Skoraj le tako lahko učinkovito in natančno obdelajo ukrivljene kanale. Za takšno delo ni primeren noben drug rezkalnik. Električni vrtalnik po meri se lahko uporablja za pogon domačega krogličnega mlina.
Kroglični mlin (valjčni rezalnik, mlin za bor) je lahko izdelan iz kroglice ustreznega premera iz krogličnega ležaja ali iz krogličnega zgloba za krmiljenje ali vzmetenje avtomobila. Za izdelavo teh delov se uporablja trdo jeklo, zato bodo imeli rezalniki iz njih dobre rezalne lastnosti.
Kot obdelovanec izberite kroglico iz ležaja s premerom 33 mm. Kaj lahko potrebujemo za izdelavo stožcev?
Orodja in materiali
To lahko storite z najmanj orodij:
- Brusilni stroj z rezalnim in stružnim diskom.
- Varilni stroj.
- Vise za kovine.
- Čeljusti in označevalniki.
Kratek je tudi nabor potrebnih materialov, ob upoštevanju preverjanja učinkovitosti samoreznega rezalnika bora.
Potrebovali bomo:
- Kroglica s premerom 33 mm.
- Oreh.
- Mandrel z navojem na enem koncu.
- Blok motorja motornega kolesa.
Postopek izdelave stožcev
Seveda, če sledite vsem tehnološkim kanonom izdelovalnega orodja iz kaljene kovine, ga najprej izpustite, da olajšate nadaljnjo obdelavo. Toda za to potrebujete peč za muffle, ki jih nimamo. Zaradi tega potrebujemo malo več časa, truda in obrabe navojnih in stružnih plošč, kar ni preveč težko, saj naredimo samo en krogelni mlin.
Še enkrat izmerite premer izbrane kroglice s čeljustjo in se prepričajte, da je potrebno odstraniti plast kovine 0,5 mm s njene površine. Navsezadnje potrebujemo stožec s premerom 32 mm.

Vreteno je mogoče izdelati tako, da v kroglici izvrtamo slepo luknjo, čemur sledi navoj. Toda to ne bo tako enostavno, saj boste v tem primeru zagotovo morali sprostiti kovino obdelovanca, imeti posebno napravo za držanje žoge med obdelavo in seveda vrtalni stroj, ki ni na voljo.

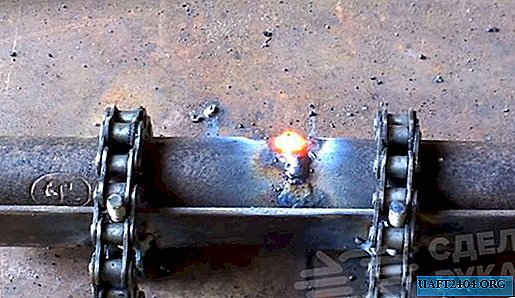
Zato se ustavimo na različici z varjeno matico in vretencem, privitim v kovinsko nit. To naredite tako, da kroglico držite v tulcih in z varilnim strojem pritrdite matico na obdelovancu. Po končanem varjenju hitro dobite nastalo spojino v vodi, da preprečite sproščanje kroglične kovine.


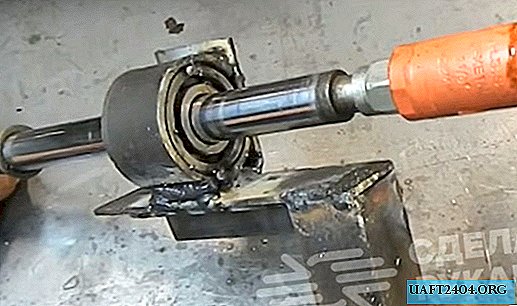
Vreteno varno privijte v matico in ga pritrdite v vreteno električnega vrtalnika ali brusilca, ki ga je treba v celoti pritrditi s sponkami ali vijaki. Vse je pripravljeno za nastavitev premera kroglice na želeno velikost.

Če želite to narediti, damo vrtenje vretena s fiksnim obdelovancem in nadaljujemo z odstranjevanjem kovine s pomočjo vrtljivega diska in brusilnika, pri čemer nenehno spremljamo premer obdelane kroglice s čeljustjo.

Ko dobimo želeno prečno velikost (32 mm), prekinemo obdelavo.
Zdaj je vse pripravljeno za oblikovanje rezalnih zob. Na obdelovancu pritrdimo obdelovanca v tulcu za kovino in s pomočjo brusilke z rezalnim diskom nadaljujemo z izvedbo vzdolžnih utorov, ki bodo potrebni za pridobitev rezalnih robov.

Postavlja se vprašanje: koliko narediti žlebove? Odgovor je nedvoumen: težji kot je obdelan material, več jih mora biti. Ker moramo motociklistični blok jeklenk obnoviti iz duralumin, je dovolj, da dokončamo 10 utorov, da dobimo 9 rezalnih robov.
S pomočjo vrtljivega diska odstranimo odvečno kovino, da dobimo trapezoidni profil zob, usmerjen v smeri vrtenja orodja. Ta operacija je najbolj zapletena in pomembna, zato jo je treba izvesti z vso pozornostjo in natančnostjo. Po njej lahko domnevamo, da je stožec popolnoma pripravljen za predvideno delo.

Ostalo je, da to preverimo v praksi na bloku jeklenk z motorja Ural ali s katerim koli drugim z enakimi velikostmi lukenj. Med delovanjem je treba rezalnik občasno mazati z oljem. Tako, da postopek poteka bolj intenzivno in brez nepotrebnih naporov na pogonu.



Opozorila in opombe
Pri delu s krogelnim mlinčkom je potrebno oči zaščititi z očali, na rokah pa nositi rokavice. Seveda bi moral biti na brusilniku zaščitni pokrov. Dejstvo je, da se čipi pri obdelavi mehkih kovin razlikujejo po velikosti, ki se ponavadi razpršijo v vse smeri in na velike razdalje.
Kar zadeva orodje, je bolj donosno postaviti rezalne robove ne vzdolžno do vrtenja osi, temveč pod kotom. Nato bo rezalnik deloval mehkeje, bolj produktivno in tveganje za njegovo nepooblaščeno zvijanje se bo zmanjšalo.
Da bi odpravili tangencialno iztekanje orodja, je bolj donosno narediti stožec iz krogličnega spoja volanskega obroča avtomobila. Potem ni treba narediti vretena, ker že obstaja in je obenem popolnoma centriran glede na žogo.
Share
Pin
Tweet
Send
Share
Send