Share
Pin
Tweet
Send
Share
Send
Toda gladko upogibanje takšnega valjanega izdelka brez posebne drage opreme ali ogrevanja predstavlja določeno težavo in lahko privede do porušitve kovine ali izgube oblike. Toda vse težave bodo izginile, če poznate en način, ki ne zahteva visoke kvalifikacije, veliko časa in denarja.

Bo treba
Da bi pokazali, kako to storiti, bomo pripravili segment profilne kvadratne cevi. Uporabiti bomo morali naslednje orodje in pripomočke:
- gradbeni trak;
- kovinski kvadrat;
- varilna oprema;
- magnetni kvadrat za varjenje;
- mlinček;
- par rabljenih rezalnih plošč.
Postopek gladkega upogibanja profilne cevi
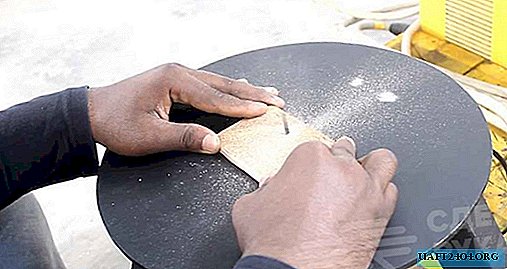
Obstajajo različni načini gladkega upogibanja profilnih cevi, naš je eden najpreprostejših in zato cenovno ugoden. Na obdelovancu označimo mesto upogiba in narišemo prečno črto.
Na mesto njegovega preseka z obrazom izdelka nataknemo star snemljiv disk, v katerem bi premer sovpadal z vmesno črto obeh strani cevi, njegova zgornja točka pa bi ležala na nasprotni strani izdelka.

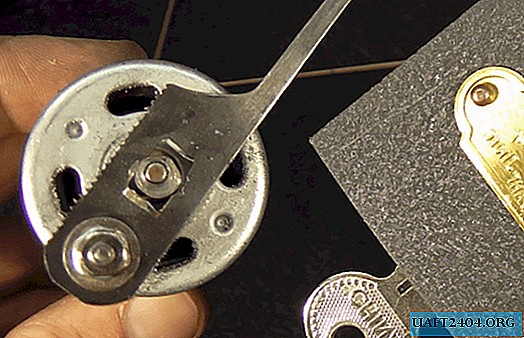
Z drugim uporabljenim diskom na kovino narišemo lok.

Iz točk konjukcije loka z črtami vogalov profilne cevi narisamo prečne črte na sosednjih straneh. Točke njihovega presečišča z obrazi povezujemo z istim diskom s segmentom krožnega loka na nasprotni strani.


Od prečne črte, ki je najbližje upognjenemu koncu cevi, smo odmaknili nekaj razdalje, potegnili še eno vzporednico s prvo. Nato nadaljujemo navpično na dveh sosednjih straneh obdelovanca.

Kovino med označenim navpičnim prerezom in obrisom s krožnimi loki, razen najdaljše strani, previdno razrežemo z brusilko in previdno odstranimo.





Ko očistimo mesta reza, upognemo kratek konec cevi, medtem ko se stran profilne cevi, ki ostane po odstranitvi kovine, upogne okoli obeh prečnih strani, začrtanih v loku, ki tvori gladek ovinek od zunaj, od znotraj pa pravi kot.

S pomočjo magnetnega kvadrata zavarimo vse črte spoja, trdno in zanesljivo pritrdimo nastali gladki ovinek.

Zadnja operacija je čiščenje šivov z brusilko.


Share
Pin
Tweet
Send
Share
Send